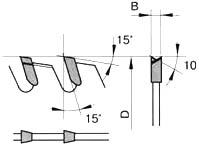
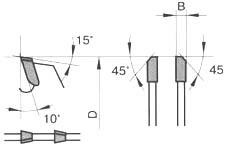
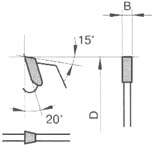
- Используются для продольного распила твердой и мягкой древесины.
- Пила имеет разносторонний угол наклона главной задней поверхности зубьев.
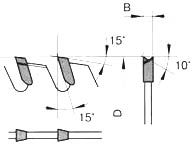
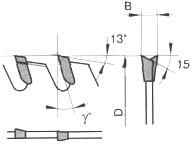
- Используются для распила древесностружечных плит и МДФ, облицованных натуральным шпоном, меламиновой пленкой, бумагой, пластиком и др., фанеры, облицованной фанеры, поперечного распила древесины.
- Пила имеет разносторонний угол наклона главной задней поверхности зубьев.
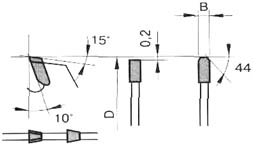
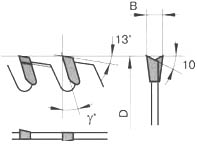
- Используются для распила древесностружечных плит и МДФ, облицованных с двух сторон натуральным шпоном, меламиновой пленкой, бумагой, пластиком и др., фанеры и массивной облицованной фанеры. Обеспечивают высокую чистоту обработки.
- Пилы имеют сложную форму заточки: трапециевидный зуб выше обычного на 0,2 мм, он прорезает дно пропила, а обычный формирует поверхности пропила.
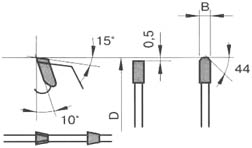
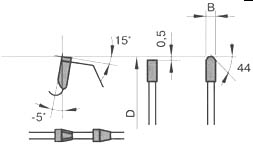
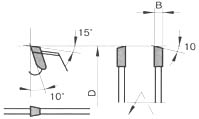
- Используются для распила цветных металлов толщиной до 5 мм.
- Пилы имеют сложную форму заточки: трапециевидный зуб выше обычного на 0,5 мм, он прорезает дно пропила, а обычный формирует поверхности пропила.
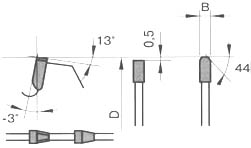
- Используются для распила древесностружечных плит и МДФ, облицованных с двух сторон натуральным шпоном, меламиновой пленкой, бумагой, пластиком и др. Значительный эффект дают при использовании на станках без подрезного узла.
- Пилы имеют сложную форму заточки: трапециевидный зуб выше обычного на 0,5 мм, он прорезает дно пропила, а обычный формирует поверхности пропила.
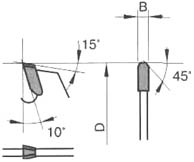
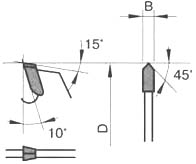
- Используются для распила плексигласа и метакрилата. Конструкция зуба позволяет производить распил без плавки стружки, обеспечивает высокую чистоту обработки.
- Пилы имеют сложную форму заточки: отрицательный угол передней поверхности и трапециевидный зуб выше обычного на 0,5 мм. Он прорезает дно пропила, а обычный формирует поверхности пропила
- Используются для резки цветных металлов.
- Пилы имеют сложную форму заточки: трапециевидный зуб. Форма заточки позволяет увеличить ресурс стойкости пилы.
- Используются для резки термопластических материалов большой толщины.
- Пилы имеют сложную форму заточки: клиновидную форму главной задней поверхности.
- Используются для резки алюминиевого профиля и массивного алюминиевого литья.
- Пилы имеют сложную форму заточки: разносторонние скосы по бокам главной задней поверхности.
- Используются для продольного распила твердой и мягкой древесины.
- Твердосплавные пластины на пилах напаяны со свесом переменно влево, вправо, что позволяет максимально увеличить ширину зуба при минимальной ширине пластины. Пластины заточены с разносторонним углом наклона главной задней поверхности.
- Используются для распила древесностружечных плит и МДФ, облицованных натуральным шпоном, меламиновой пленкой, бумагой, пластиком и др., фанеры, облицованной фанеры, поперечного распила древесины.
- Твердосплавные пластины на пилах напаяны со свесом переменно влево и вправо, что позволяет максимально увеличить ширину зуба при минимальной ширине пластины. Пластины заточены с разносторонним углом наклона главной задней поверхности.
- Используются для подрезки на линиях МФК и "ХОМАГ".
- Пилы имеют односторонний (левый или правый) угол наклона главной задней поверхности зубьев.
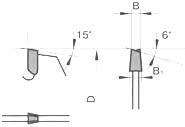
- Используются в подрезных узлах деревообрабатывающих станков для распила древесностружечных плит и МДФ, облицованных с двух сторон натуральным шпоном, меламиновой пленкой, бумагой, пластиком и др.
- Конструкция зуба позволяет избежать отщепления поверхности покрытия. Пилы имеют сложную форму заточки: разносторонний наклон вспомогательных режущих кромок, что дает возможность регулировать ширину пропила от "В" до "В".
- Используются в подрезных узлах деревообрабатывающих станков для распила древесностружечных плит и МДФ, облицованных с двух сторон натуральным шпоном, меламиновой пленкой, бумагой, пластиком и др.
- Конструкция пил позволяет регулировать ширину пропила в пределах 2,8... 3,6 мм посредством прокладок, устанавливаемых на шпиндель станка между пилами.
- Используются на многопильных станках для распила всех типов древесины: сухой, влажной, там, где не требуется высокое качество обработки.
- Наличие в корпусе пилы подчищающих твердосплавных ножей позволяет увеличить производительность труда.
- материал корпуса - сталь марки 9ХФ;
- материал пластины - твёрдый сплав марки ВК15;
- радиальное биение вершин зубьев пил: - не более 0,2 мм для пил Ø 400 мм;
- подача 0,05 … 0,15 мм/зуб;
- максимально допустимая частота вращения пил:
- период стойкости пил Ø 160 … 200 - 1250 м, Ø 250 - 1750 м при форматной обрезке древесностружечных плит, покрытых шпоном;
- период стойкости пил Ø 315 … 450 - 1600 м при раскрое древесностружечных плит.
- избегать соприкосновения твёрдосплавных зубьев с металлом во время работы;
- частота вращения не должна быть более частоты, указанной на маркировке;
- биение шпинделя станка и неперпендикулярность движения стола по отношению к оси шпинделя снижают срок службы пилы;
- оседающая на пилах смола (при обработке смолистых пород дерева) должна периодически удаляться;
- необходимо своевременно производить заточку пил. Сильно затупившиеся пилы подвергаются более сильному нагреву, чаще теряют стойкость, а пильные диски сильно деформируются и требуют правки и проковки.
Диапазон размеров предлагаемых пил:
диаметр пил, мм: 150-630 При производстве пил используется отечественное сырье. Материал корпуса пил сталь марки 9ХФ ГОСТ 5960. Материал пластин - твердый сплав марки ВК15 ГОСТ 3882. По требованию заказчика возможно применение твердого сплава других марок. В качестве припоя используется латунь марки Л63 ГОСТ 15527. Точностные характеристики пил: твердость корпуса пил, параметры шероховатости, отклонения углов зубьев, предельные отклонения диаметров посадочных отверстий, отклонения толщин корпуса, разность шагов зубьев, нормы прямолинейности торцовых поверхностей, отклонение выступа твердосплавных пластин, допуски торцового и радиального биения вершин зубьев, статический дисбаланс соответствуют требованиям ГОСТ 9769 и ТУ 2-035.02244638.1230-94. Согласно эскиза клиента можем изготовить пилы отличные от предложенных в каталоге: диаметр пилы, диаметр посадочного отверстия, шпоночные пазы, крепежные отверстия. Рекомендации по эксплуатации пилВыбор пилы
При выборе пилы необходимо учитывать: Назначение пил. В зависимости от вида обработки и обрабатываемого материала выбор пилы производится по предложенному каталогу (форма заточки, количество зубьев) Требования к оборудованию
Оборудование должно соответствовать назначению и нормам точностных характеристик, обеспечивающих правильность эксплуатации пил: Выбор режимов обработки
В ходе эксплуатации пилы необходимо выбрать оптимальные режимы, обеспечивающие требования к качеству обработки: Скорость подачи назначается в зависимости от обрабатываемого материала и требований к шероховатости обрабатываемой поверхности:

Рекомендуемые скорости резания для обработки различных материалов:
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Износ пилВ процессе работы пил происходит затупление главной режущей кромки твердосплавных пластин. Критерием затупления является невыполнение требований к качеству обрабатываемой поверхности: при распиловке древесины - мшистость, глубокие риски, ожоги, рваные кромки, сколы и вырывы; при обработке ДСтП и МДФ, облицованных натуральным шпоном, меламиновой пленкой и др. при форматной обрезке и подрезке пласти - появление сколов облицовочного слоя. Затупившиеся пилы подвергаются сильному нагреву, теряют устойчивость, зарезают в сторону, их пильные диски деформируются, на твердосплавных пластинах могут появиться трещины и сколы. Поэтому очень важно не доводить пилу до критического износа и своевременно производить заточку. Заточку пил желательно проводить в сервисных центрах. Преимуществом сервисных центров является оснащенность их специальным оборудованием, инструментом, приборами и квалифицированными кадрами. Правильный выбор оборудования, инструмента, режимов обработки, своевременная заточка - гарантия успешной работы.
Указатель применяемости пил
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Для обеспечения долговечности работы пилы необходимо:
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||

Сделать заявку на модель Пилы: